型號 TJC-1.14/1250陶瓷真空滅弧室 真空管 額定電壓 1140(V) 額定電流 1250(A) 機(jī)械壽命 1(萬次) 電壽命 1(萬次) 產(chǎn)品認(rèn)證 CCC 適用范圍 TJ...



環(huán)氧樹脂澆注的真空滅弧室外絕緣一旦出現(xiàn)擊穿現(xiàn)象,滅弧室能承受的工頻耐壓值將低于未澆注前的耐壓值,而且具有較大的分散性。如12kV某型號的一只真空滅弧室,未澆注前在空氣中工頻電壓達(dá)到42kV(外絕緣水平),澆注后達(dá)到55kV,擊穿后只達(dá)到20kV。澆注后真空滅弧室的擊穿一般都由真空滅弧室動端或靜端封接環(huán)沿瓷殼表面對屏蔽罩至觸頭間的擊穿,這一部位也正是真空滅弧室內(nèi)電場較集中的地方,即真空滅弧室內(nèi)部絕緣比較薄弱的環(huán)節(jié)。
固封極柱的形成方式根據(jù)生產(chǎn)工藝的不同大致可分為三類:(1)真空滅弧室外表面經(jīng)底涂液處理后先在高溫下包封硅橡膠,然后用硅橡膠澆在模具內(nèi)高壓澆注成極柱;(2)真空滅弧室與按一定比例混合并除氣的環(huán)氧樹脂、固化劑和填充材料在高溫模具內(nèi)加壓直接形成固封極柱;(3)經(jīng)底涂液處理的真空滅弧室或經(jīng)硅橡膠包封的真空滅弧室在環(huán)氧樹脂絕緣筒內(nèi)常溫常壓澆入經(jīng)真空除氣處理的環(huán)氧樹脂固化成極柱。
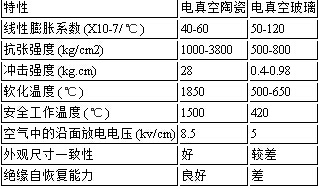
擊穿的主要原因大致有以下幾種:(1)形成極柱前真空滅弧室瓷殼外表面局部未處理干凈;(2)環(huán)氧樹脂(或硅橡膠過渡層)與真空滅弧室瓷殼外表面粘接質(zhì)量不好形成氣隙;(3)環(huán)氧樹脂澆注過程中在瓷殼表面產(chǎn)生氣泡;(4)由于環(huán)氧樹脂與真空滅弧室陶瓷外殼和不銹鋼或無氧銅封接環(huán)的線性膨脹率的不同,使殘余應(yīng)力增大而造成澆注的界面上發(fā)生剝離和裂紋。以上這些澆注缺陷在高壓交變電場下就像一個(gè)電容,電荷累積到一定程度會因局部放電現(xiàn)象發(fā)生雪崩式的擊穿而使外絕緣受到破壞(這種擊穿不是因?yàn)闇缁∈艺婵斩认陆刀鸬?。這種絕緣擊穿一般是不可逆轉(zhuǎn)的,擊穿一旦發(fā)生,將造成整個(gè)固封極柱的報(bào)廢,損失較大。而在運(yùn)行中發(fā)生擊穿,將會造成較大的絕緣事故。
目前能夠澆注固封極柱的廠家較多,從現(xiàn)代化的流水作業(yè)到小作坊式的手工操作,工藝方式不盡相同。但無論是哪種工藝形成的固封極柱,對絕緣擊穿的影響,主要是各個(gè)界面的結(jié)合強(qiáng)度及氣泡的數(shù)量和大小。雖然是真空澆鑄(原料抽真空),但由于滅弧室外表面形狀、是否帶釉及污穢程度等因素的影響,也會存在澆鑄缺陷(氣孔)。因此,作為固封極柱的制造廠家,檢驗(yàn)的最好方法就是100%作局部放電試驗(yàn),滿足要求的產(chǎn)品不會發(fā)生絕緣擊穿。
型號 TJC-1.14/1250陶瓷真空滅弧室 真空管 額定電壓 1140(V) 額定電流 1250(A) 機(jī)械壽命 1(萬次) 電壽命 1(萬次) 產(chǎn)品認(rèn)證 CCC 適用范圍 TJ...

1、氣密絕緣系統(tǒng) 由玻璃或陶瓷制成的氣密絕緣外殼、動端蓋板、定端蓋板,不銹鋼波紋管組成了氣密絕緣系統(tǒng)。為了保證玻璃、陶瓷與金屬之間有良好的氣密性,除了封接時(shí)要有嚴(yán)格的操作工藝外,還要求...

真空滅弧室是密封在真空中的兩個(gè)觸頭接通和分?jǐn)嗑€路的功能,一種電真空元件,是利用高真空絕緣介質(zhì)。真空滅弧室采用縱向磁場電極和銅諾觸頭材料。縱向磁場成倍降低料短路開斷電流下產(chǎn)生的電弧(電弧能力...

高壓真空開關(guān)管一般用在什么地方呢?大家經(jīng)常可以在電氣系統(tǒng)中發(fā)現(xiàn)它的存在。它可以在高電壓下切斷或?qū)娐罚瑥亩梢赃m應(yīng)多種復(fù)雜的工況。不過大家在選用此產(chǎn)品的時(shí)候,務(wù)必要留意其機(jī)械參數(shù),并且做好調(diào)試...
真空滅弧室 觸頭結(jié)構(gòu)主要有4種: 1、圓柱形觸頭:最簡單的觸頭結(jié)構(gòu),分?jǐn)嚯娏鞑淮?一般不超過7~8KA。 2、橫向磁場觸頭:典型的有螺旋槽橫磁、杯狀橫磁、萬字槽橫磁。 3、縱...
環(huán)氧樹脂澆注的真空滅弧室外絕緣一旦出現(xiàn)擊穿現(xiàn)象,滅弧室能承受的工頻耐壓值將低于未澆注前的耐壓值,而且具有較大的分散性。如12kV某型號的一只真空滅弧室,未澆注前在空氣中工頻電壓達(dá)到42kV(外絕...

固封極柱是將真空滅弧室及導(dǎo)電端子等零件用環(huán)氧樹脂固化連結(jié)成一體的集成式極柱,由于真空滅弧室被包封在環(huán)氧樹脂之中,幾乎不受外界污穢、潮氣等的不良影響,另外環(huán)氧樹脂不僅作為滅弧室的主絕緣,而且...
在近幾年,相信大家都可以發(fā)現(xiàn) 真空開關(guān)管 的質(zhì)量有了明顯的提高,這得益于制造技術(shù)的發(fā)展,從而使得生產(chǎn)廠家可以采用新工藝、新材料,甚至走技術(shù)創(chuàng)新之路。可以說,近幾年國內(nèi)制造技術(shù)取得了巨大的進(jìn)步。 ...

以下是真空滅弧室的具體使用環(huán)境3大要求: 真空滅弧室的使用環(huán)境受高壓開關(guān)設(shè)備和控制設(shè)備的約束。 1.真空滅弧室周圍空氣溫度應(yīng)不低于-40℃,不高于+40℃。溫度過低,...

真空開關(guān)管經(jīng)常被用于各種電力設(shè)備的控制系統(tǒng)中,如高壓斷路器、超高壓輸電線路等。在實(shí)際應(yīng)用中,由于開關(guān)管的接觸部分承受的電流、電壓以及工作環(huán)境等因素的限制,常常會出現(xiàn)接觸不良、接觸燒蝕等問題,進(jìn)而...
7×24小時(shí)服務(wù)熱線 15971259985
